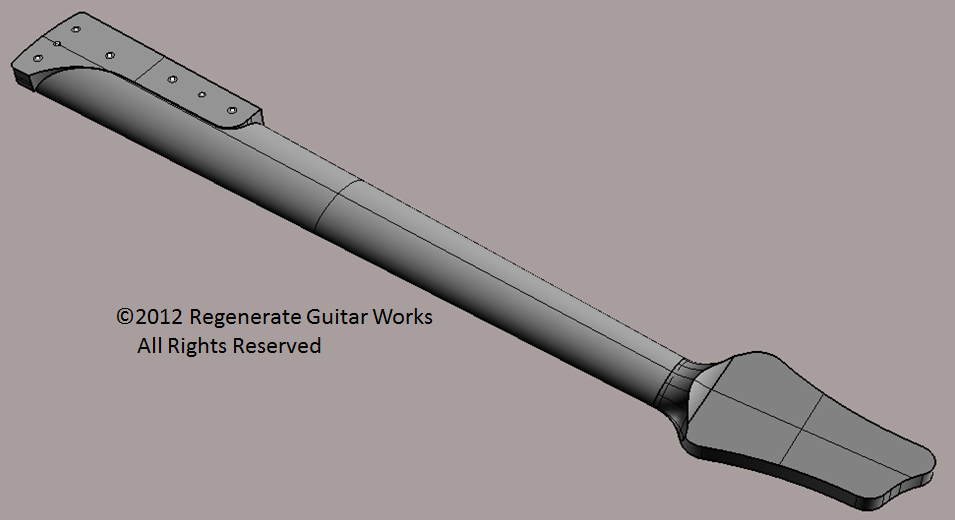
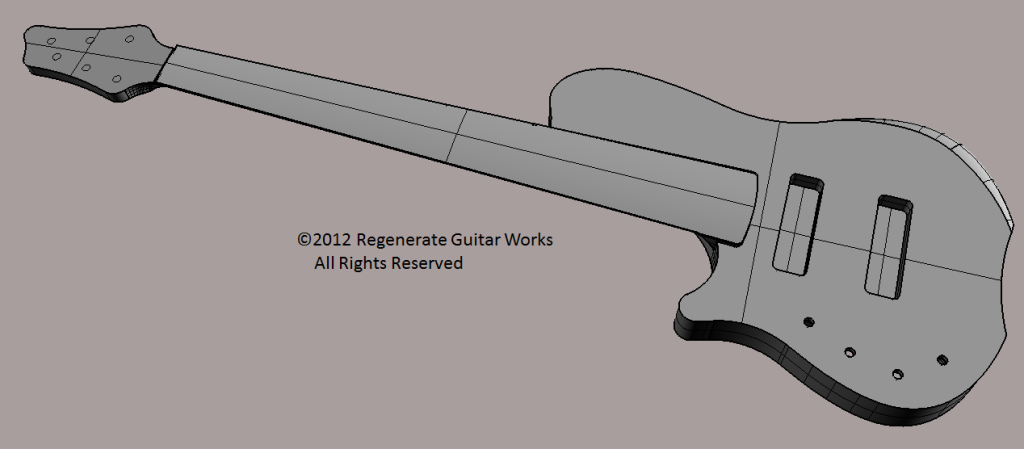
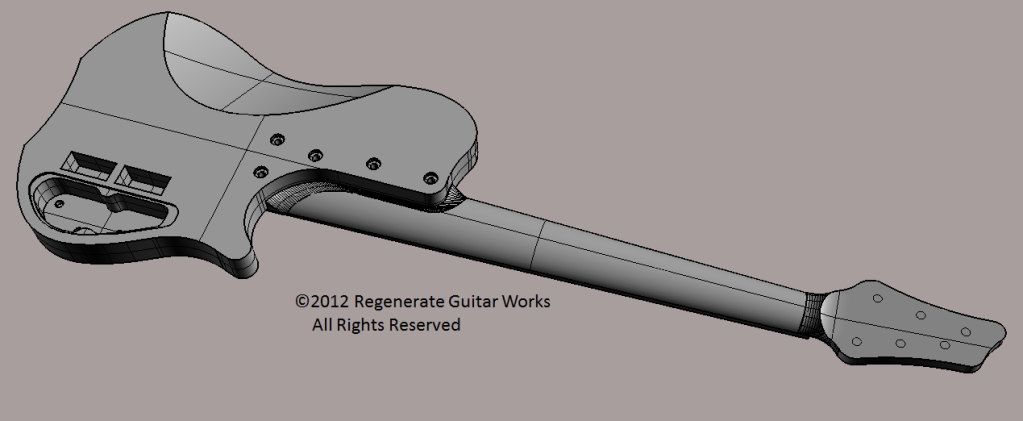
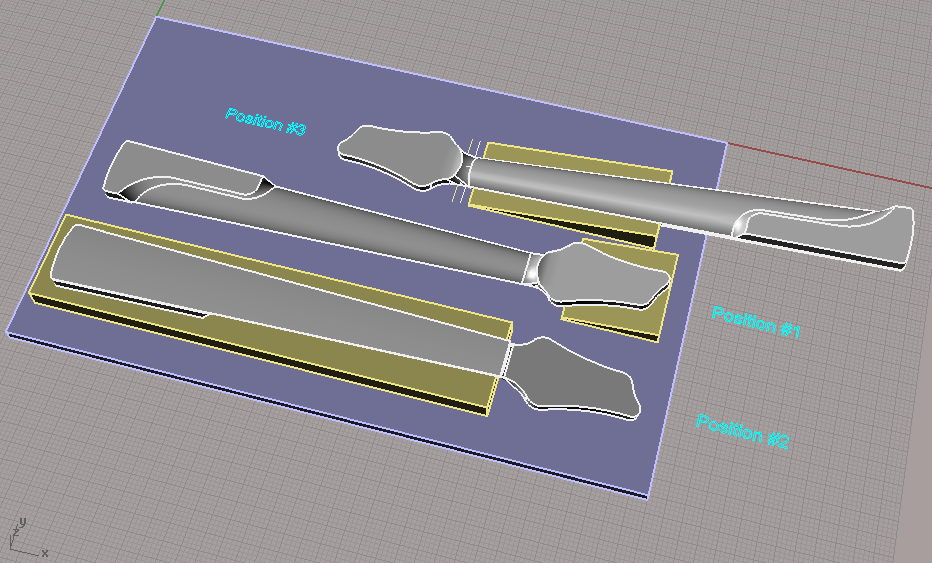
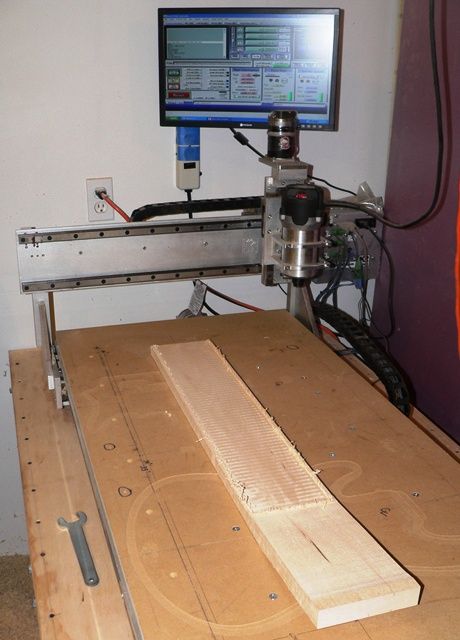
first HD foam proofing body of the new 6-string single-cut fresh off the CNC. it carries a lot of the styling from my original prototype constructed and in testing since 2007, but I've also updated it -and- added a full 24-fret neck (the original had a 22-fret neck)
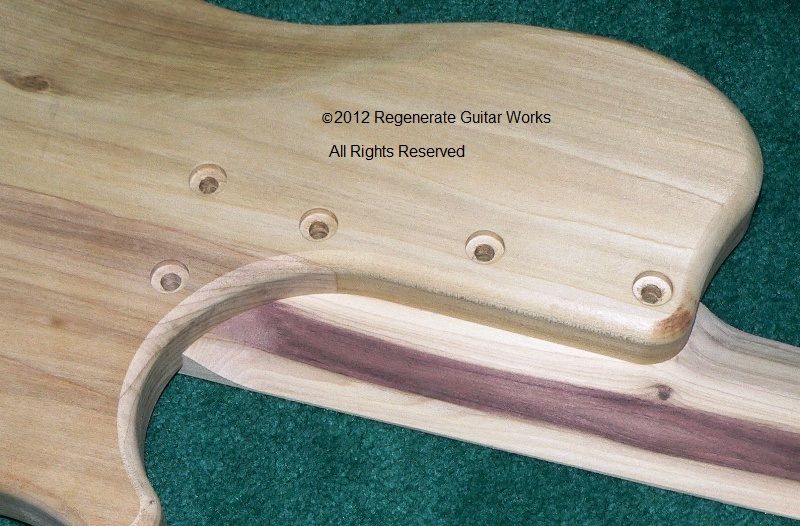
the angled headstock will be identical to the 24-fret double cut model that's about to enter production. images of that are here in a thread dedicated to that design. the rear contour will also be identical to that, but the heel will be significantly different due to this being a single-cut design
the first commissioned build will be a 6-string lefty, and eventually headed to a player who doubles in the Country and Jazz scene. estimated delivery is right about NAMM time
all the best,
R